All losses from a combustion plant place additional stress on both the budget and the environment. In many cases, even small changes to burners, boilers or control systems can significantly increase the efficiency of the combustion system. Whatever modernization measures are used, SAACKE offers extensive solutions for analyzing each combustion plant and modernization modules for each detail related to burners and heat generators from retrofitting an electronic burner control system to additional measures such as speed control, O2 and CO control, feed water and continuous blow-out control.
If flue gas temperatures downstream from the heat generator are very elevated, heat exchangers can be used. They remove valuable heat energy from the flue gas and heat up process water, feed water or combustion air, etc. Calorific value technology refers to the heat exchanger cooling off the flue gas beyond the dew point. This makes it possible to utilize the energy of the flue gas up to the limits of what is physically feasible.
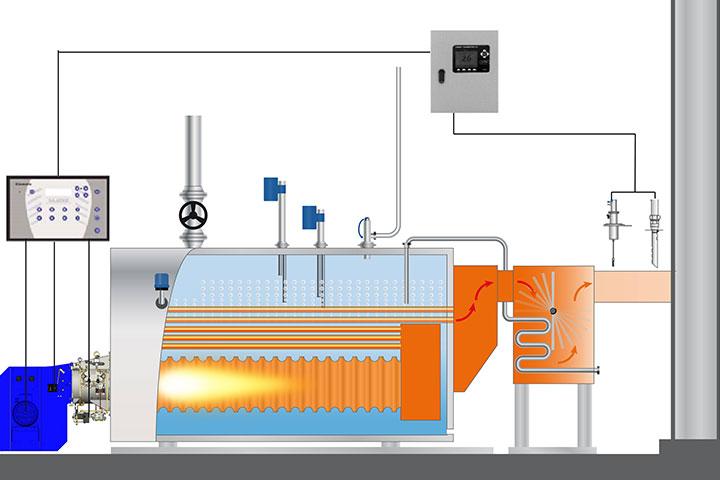
Because the effect of modernization depends greatly on the control response of the relevant plant, however, the plant must first be analyzed. The se@vis efficiency monitor acts in this case as an infallible instrument for recording relevant operating data and precisely calculating all improvement measures.
- Significant increase in fuel efficiency factor
- Exact analysis and individual form for each measure to increase efficiency
- Improved plant control response
- For all burners, control systems and heat generators
- Short amortization times
- All components have a long service life

Burner control systems with mechanical fuel-air compound control have a sturdy design and long service life. In some cases, however, they are too inflexible for today's demands. Because all the actuators of the burner are connected to each other mechanically, this type of control system is prone to a series of disadvantages that result in higher fuel consumption levels due to system constraints. Retrofitting an electronic compound control system at this point reduces consumption and ongoing costs, also producing further advantages at the same time. Modernization increases convenience and control accuracy and helps to optimize control response, especially for multi-fuel burners.
With an electronic compound control, each actuator has its own servomotor that can be moved completely independently of all the others. This makes it possible to adjust air and fuel quantities at different ratios, for example, depending on whether light oil, heavy oil or gas will be used for combustion. Concentrations of oxygen (O2) or carbon monoxide (CO) are also recorded and can be included in processing to optimize process control. This makes it possible to minimize air excess and increase efficiency significantly.
With se@vis compact and se@vis pro, SAACKE provides electronic burner control systems for all applications. They are modularly designed, simple to expand and very easy to integrate into higher-level process control systems. se@vis also makes it possible to control combustion systems with multiple fuels and air flows, including in parallel as simultaneous firing, thereby providing solutions that extend well beyond the limits of mechanical compound control systems.
- Improves control and control response
- Suitable for all burners, fuels and capacities
- Reduces fuel consumption and emissions
- Allows for simultaneous firing, O2 control or CO control
- SAACKE se@vis offers certified safety with SIL 3 in accordance with EN 61508
- Short amortization time
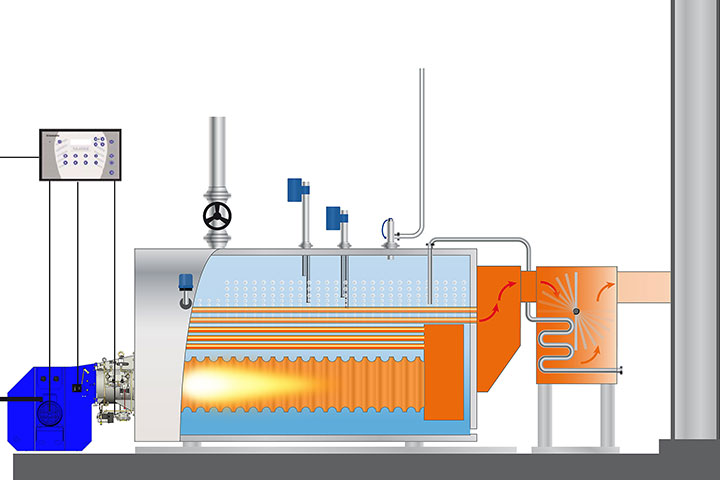
A speed control reduces the speed of the combustion air fan when the burner does not need full air flow. This saves valuable energy that would otherwise be wasted on the air dampers.
Speed control makes it possible to extend this optimum operating range considerably. The fan almost always runs efficiently, no matter how much air is currently required for combustion. Both the design of the fan and its speed also have little impact. The boiler house is also quieter: Speed control lowers the noise produced by the fan and on the throttle butterfly damper by up to 25 dB.
Speed control technology has been proven a hundred thousand times over in actual practice and is based on a simple principle: A frequency converter changes the input frequency supplied to the motor. Because the speed of the motor depends directly on the excitation frequency, the motor turns correspondingly slower or faster. To control combustion plants, however, proper functioning must also be ensured by continuous speed monitoring (for example with an appropriate recorder or by monitoring the differential pressure of the combustion air).
The big advantage of modular technology is that it can be retrofitted on almost any plant, burner and fan. The change can be heard clearly the next time the plant starts and firing costs are lowered immediately.
- Saves up to 80% on power consumption
- Can be easily retrofitted on existing plants
- Can be used for all types of burners and all heat generators
- Very short amortization times of < 2 years possible
- Improves control response, especially in the low load range
- Reduces mechanical load on fan and burner components
- High availability, long service life
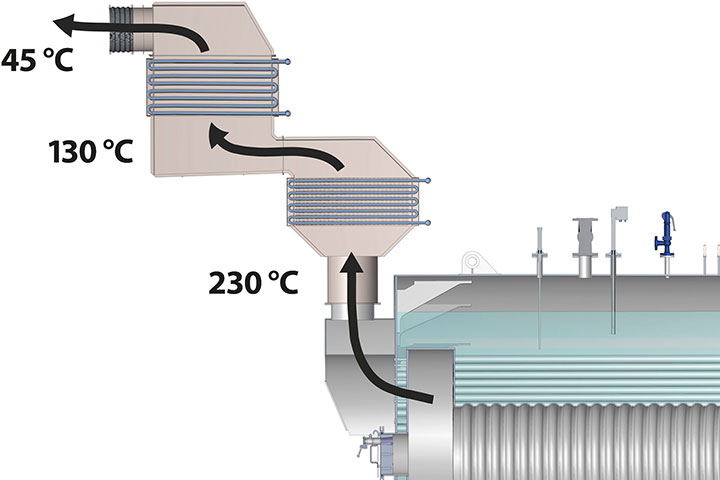
Heat exchangers can be used to remove valuable residual energy from flue gas. When correctly designed, they cool the flue gas down to just above the dew point. Heat that is captured is ideal for use in steam boiler plants to preheat feed water. With hot water generators, the economizer is mostly used to raise the return temperature considerably. Regardless of the design, boiler or the combustion system used, the effect is enormous, increasing the efficiency of the boiler plant by up to 6%. Retrofitting with SAACKE economizers therefore pays for itself within a very short time, providing relief for both the budget and the environment.
The design of economizers is based on a simple principle: It consists of a tube bundle in the flue gas flow of the boiler. The feed water or return water is typically directed through the heat exchanger in a cross-shaped counter flow to achieve high efficiency levels. Depending on the composition and dust content of the flue gas, the heat exchanger tubes have heat exchange surfaces with varying numbers of fins, also called "pins" to increase the surface area for heat exchange. These measures make considerable additional quantities of heat from the flue gas usable. Temperatures downstream from conventional shell boilers are typically between 180 and 280°C and then drop to 110 - 130°C. Each reduction of 10°C of the flue gas temperature increases the efficiency by about 0.5%. Typical retrofitting therefore results in more than a 5% increase in efficiency.
SAACKE economizers are based on standard components individually adapted for a specific case. They are suitable for essentially all standard fuel combustion systems. Because gas, light oil and heavy oil differ in sulfur content, however, the lower limits of flue gas cooling may vary. When combined with an additional flue gas temperature control system, the economizer provides especially sensitive control in this case, ensuring that the flue gas is always utilized to the maximum extent.
- Can be used on almost all flame-tube and water-tube boilers
- Very short amortization time of < 2 years possible
- Reduces flue gas loss by up to 6%
- Easy to retrofit
- Can be used for natural gas, light oil and heavy oil
If the flue gas temperature of a process combustion system is especially high, economizers can only be used under certain conditions. In these cases, air preheaters can be used. They remove valuable energy from flue gas which would otherwise go unused up the funnel, using it instead to preheat the combustion air of the combustion system. A preheater used in this position can save up to 10% on fuel and also lower the impact on the environment considerably.
Air preheaters of this type are typically located downstream from high-pressure steam boilers and thermal oil heaters with a flue gas temperature that often reaches 350°C or more. The combustion air can be preheated to as much as 300°C in this case. The resulting high level of efficiency means amortization times are less than two years. Air preheaters are now used more frequently in low temperature ranges as well, for example in conjunction with calorific value technology.
SAACKE air preheaters are individually adapted to specific tasks. They work mostly in cross-counterflow and are almost always designed as a tube bundle heat exchanger or plate heat exchangers. Rotary air preheaters are also used in large plants with high preheating temperatures.
All solutions are based on standardized components and can be implemented quickly, reliably and inexpensively. Different fuels and sulfur contents do not present an obstacle. Air preheaters are suitable for all standard and many special fuels. Optional temperature control can keep the flue gas temperature constant close to the dew point, thus increasing the efficiency of the system still further.
- Required for high flue gas temperatures
- Reduces flue gas loss by up to 10%
- Suitable for all fuels
- Very short amortization times of < 2 years possible
- Easy to retrofit
Calorific value solutions from SAACKE are based in general on heat exchangers, which extract heat energy from the flue gas in several stages. While conventional economizer technology strictly avoids exceeding the dew point, however, that is intended and exactly controlled in this process: Liberated energy is used to preheat process water or combustion air, for example. After condensation the flue gas temperature is less than 40°C. Natural gas and low-sulfur light oil are equally well suited as fuels. Emission values are also extremely low.
Shell boilers with firing capacities up to 35 MW are optimally suited for calorific value technology. Depending on the plant environment and which fuel is used, these applications often have potential savings of well over 10%, which means that even new-builds pay for themselves quickly. All SAACKE solutions are based on standardized components and are therefore affordable and low-maintenance.
- Maximum reduction of flue gas losses
- Increase in efficiency of more than 10% possible
- Very low NOx values
- Short amortization time
- Natural gas and low-sulfur fuel oil can be used as fuels
- For use on shell boilers

In the worst case, unoptimized plants have a feed water pump with a two-point controller: That means the controller switches the pump on at the lowest water level and switches it off again at the highest water level. The pump runs during this time at full capacity, pumping a large amount of water into the boiler. If this water is not preheated, the boiler pressure and temperature immediately drop significantly. That affects the load controller, resulting in increased burner load or even in a burner restart. In this way, simple discontinuous feed water control has a direct effect on the entire plant and causes significant fluctuations, frequent burner starts and compressed air losses. If the water level in the boiler is raised too much, there is also the danger that water will be carried along with the steam, lowering the quality of the steam considerably.
Sliding feed water control eliminates these fluctuations and keeps the water level within very narrow limits so that all the other boiler control systems work evenly. This simplifies operation, improves steam quality, saves fuel and reduces operating costs. The optimized technology consists mainly of an improved water level probe, a speed-controlled pump and a control valve. These components are individually customized for each task by SAACKE and significantly improve the efficiency of a combustion system.
- Very uniform steam pressure
- Reduces temperature change loading
- Prevents unnecessary burner starts
- Savings of up to 2% possible
- Easy to retrofit
- Short amortization time

The quality of the boiler water helps to determine the efficiency and service life of the entire boiler plant. An optimized blow-out and blowdown control can not only extend the service life of the steam boiler plant, but above all can save considerable costs and lower impact on the environment.
Optimized blow-out and blowdown control consists essentially of a conductivity probe, the blow-out and blowdown valves as well as automatic control of the system. The probe continuously monitors the salt content of the water. It provides exact values about the actual status of the heat carrier. The downstream control system then keeps the salt content within narrow, defined limits and controls blow-out and blowdown precisely and reliably.
Although all control systems are designed essentially the same, they are planned and fine-tuned individually. SAACKE customizes each solution to specific needs, making use of proven standard components. The size, design and operating mode of the steam generator make no difference. All control systems ensure that steam generators are always operated at exactly defined limit values. This not only extends the life of the plant, but also ensures that not a single liter of hot water is wasted unnecessarily.
- Reduced maintenance overhead for the steam generator
- Prevents unnecessary blow-out loss
- Extended travel time and service life of the boiler
- Suitable for all boiler variants and operating modes
- Easy to retrofit
- Short amortization time
The control system of a combustion plant makes up only a small and inconspicuous part of the entire plant. Yet it continually plays a central role and almost always conceals an underestimated potential for optimization.
Depending on the response of the relevant control circuits, the controllers must be configured individually: Thus a small boiler with a large firing capacity naturally responds faster to a burner start than a large boiler with a small firing capacity. The control characteristics must therefore be adapted individually to ensure that sufficient heat is always delivered at each point in time, even if the heat demand fluctuates. The same applies for every type of control circuit: A good control system operates the actuators at the right time and keeps the actual value close to the setpoint.
Because of their central role, even invisible control circuits are the focus of commissioning, repair and service for SAACKE. After a comprehensive analysis of the system and operating behaviour, SAACKE service technicians optimize each individual control circuit, regardless of whether they have two-point controllers, PID compact controllers or a complex PLC. In this way, SAACKE ensures that plants run more reliably worldwide, have longer service lives and, as a side effect, require up to 10% less fuel. T
- Possible for each plant, burner, and control circuit
- Competent analysis, even for complex systems
- Individual, selective optimization of individual control systems or entire plants
- Allows for smooth, problem-free control response
- Extended service life of burner, boiler and peripherals
- Fuel savings of up to 10% possible

© SAACKE GmbH 2024

